


3-1 TPM for SME ทบทวนพื้นฐานของที่ทำงาน
ประการแรก หลักการพื้นฐานของที่ทำงานนั้น คือ การมุ่งสู่เป้าหมายนั่นเอง ด้วยเหตุนี้
- คนที่ทำงานในที่ทำงานนั้น จะต้องมุ่งมั่นต่อการทำงาน
- มีความชำนาญในงานต่อการ Setup หรืองานต่างๆ
- มีจิตสำนึกการบริหารสูงต่อเรื่องที่ต้องปฏิบัติตามในที่ทำงาน หรือระยะเวลาส่งมอบ
- มีจิตสำนึกการประสานเชื่อมโยงในงาน มีความสมานสามัคคี
คนที่ทำงานจะต้องรับเอาคุณลักษณะที่ทำงาน ที่สามารถทำสิ่งเหล่านี้มาสู่ตัวเองได้ ดังนั้น การเปลี่ยนความคิดของคน (ความมุ่งมั่นในการทำงาน) การมีทักษะ* (ความสามารถในการทำงาน) และการสามารถบริหารที่ทำงาน (ความสามารถการบริหาร) เป็นสิ่งที่ขาดไม่ได้
ด้วยเหตุนี้ ความก้าวหน้าไปของการไคเซ็นคุณลักษณะของคน, ทักษะ และการบริหารเท่านั้น จึงสามารถไคเซ็นคุณลักษณะของบริษัทได้ คุณลักษณะของ TPM for SME นั้น อาจจะเรียกได้ว่าคือ การไคเซ็นคุณลักษณะของบริษัท โดยการเปลี่ยนคุณลักษณะของคนและที่ทำงาน
*ทักษะ : ความสามารถในการทำงานที่ได้รับมอบหมาย
3-2 วัตถุประสงค์ของ TPM for SME
วัตถุประสงค์ของ TPM for SME นั้นคือ การเพิ่มขึ้นของ Output ของกิจกรรมการผลิต โดยการสร้างปัจจัยพื้นฐานของการบริหารหน้างาน (5ส, การจัดระเบียบ และบริหารเงื่อนไขพื้นฐานของเครื่องจักร) ด้วย Genba, Genbutsu (สถานที่จริง – ของจริง)
องค์ประกอบของกิจกรรมของธุรกิจนั้นมี 7 อย่างด้วยกัน ได้แก่ ปริมาณการผลิต (P), คุณภาพ (Q), ต้นทุน (C), ระยะเวลาส่งมอบ (D), ความปลอดภัยอนามัย (S), ความมุ่งมั่นในงาน (M) และสภาพแวดล้อม (E) การเพิ่มขึ้นของกำไรของธุรกิจนั้น หมายถึง การทำให้ Input เช่น คน, เครื่องจักร, วัตถุดิบนั้น มีน้อยที่สุด
ดัชนีเป้าหมายดังกล่าวนั้น เรียกได้ว่า “เป็นผลลัพธ์ของการปฏิบัติของคน” ทั้งหมด หมายความว่า ถ้ามีการเปลี่ยนแปลงความคิดและการปฏิบัติของคนที่ดูแลหน้างาน ก็สามารถบรรลุเป้าหมายนั้นได้
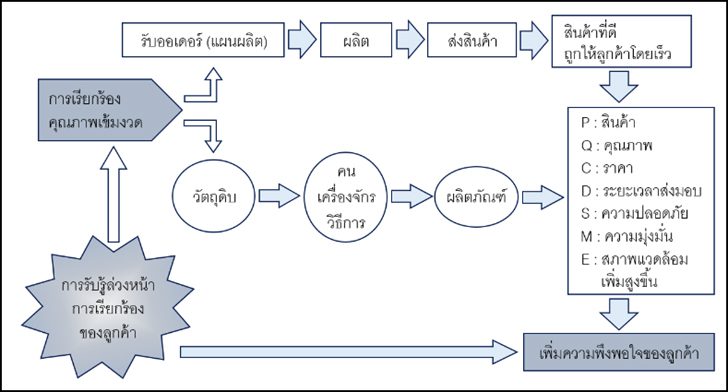
(1) รับรู้ล่วงหน้าต่อการเรียกร้องของลูกค้า
การเรียกร้องของลูกค้านั้น ก็คือ การนำเสนอสินค้าดีดี ด้วยราคาที่ถูก การนำเสนอความพึงพอใจในปริมาณการผลิต (P), คุณภาพ (Q), ต้นทุน (C), ระยะเวลาส่งมอบนั้น เป็นภาระหน้าที่ของบริษัท ดังนั้น การรับรู้ล่วงหน้านั้นจึงเป็นเครื่องมือในการสร้างความแตกต่างระหว่างบริษัทได้ (ตารางภาพ 1-6)
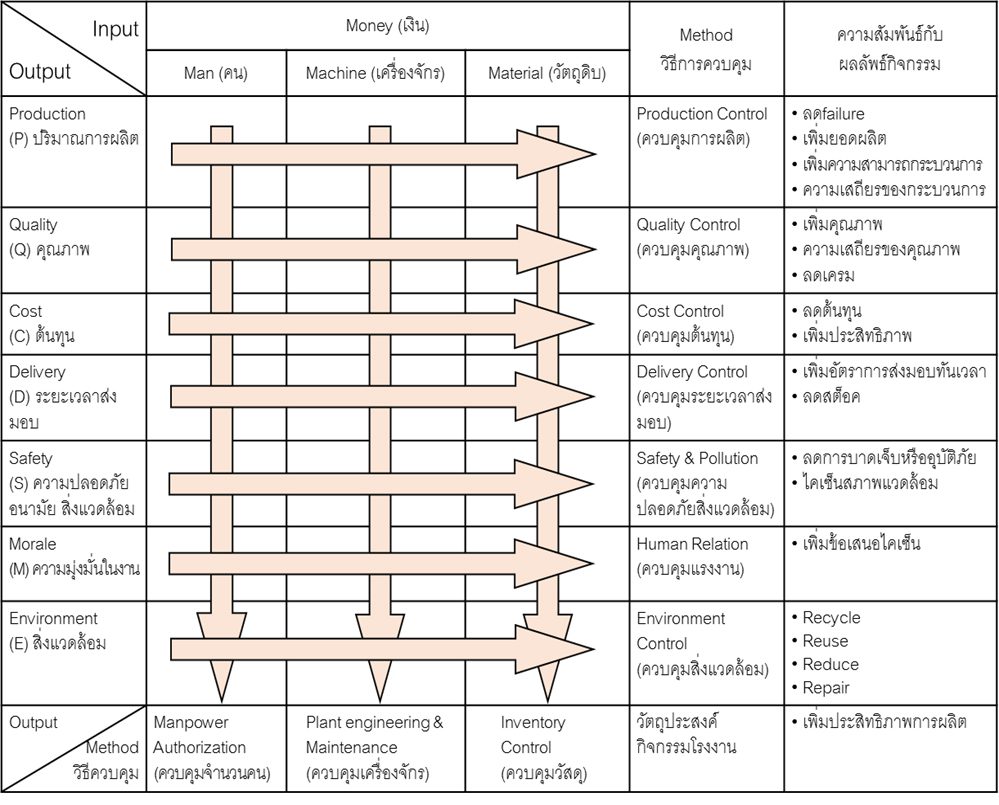
(2) ความสัมพันธ์ของประสิทธิผลของ Input กับ Output ในกิจกรรมการผลิต
ตารางภาพ 1-6 การรับรู้ล่วงหน้า การเรียกร้องของลูกค้า
โดยการควบคุมด้วยวิธีการบริหารที่มีระดับสูงกว่าต่อ Input* ซึ่งรายรอบโรงงาน ซึ่งได้แก่ คน (M), เครื่องจักร (Machine), วัตถุดิบ (Material), วิธีการ (Method) หรือ 4M นั้น มีเป้าหมายที่ประสิทธิผลด้วยกิจกรรมไคเซ็นที่มีเป้าหมายที่ Output ที่สูงกว่า (ตารางภาพ 1-7)
Input : ทรัพยากร (เงิน–คน–พลังงานต่างๆ) ที่ใส่เข้าไปในกิจกรรมการผลิต
Output : คุณค่า (ผลิตภัณฑ์ *กำไรต่างๆ) ที่เกิดขึ้นจากผลลัพธ์ของกิจกรรมการผลิต
3-3 การดำเนินการจากการไคเซ็นคุณลักษณะของคน
การปฏิรูปคุณลักษณะของบริษัทนั้น เริ่มต้นจากการเปลี่ยนความคิดของคนทุกคนที่มีต่องานที่ทำนั้น ในบริษัทจำนวนมากนั้น Operator หน้างาน มักจะมีความคิดยึดติดที่ว่า “เราเป็นคนผลิต ใช้เครื่องจักรจนกว่าจะพัง ทำตามที่สั่งเท่านั้นก็พอ” ดังนั้น จะต้องเปลี่ยนแปลงไปสู่ความคิดที่ว่า ชีวิตของตัวเอง ที่ทำงานของตัวเอง ตัวเองต้องรักษา
แน่นอนเงื่อนไขที่จำเป็นนั้นคือ การเรียนรู้ทักษะการเดินเครื่อง ทักษะบริหารที่ทำงาน เทคนิคทักษะการบำรุงรักษาให้ Operator นั้น สามารถบริหารด้วยตัวเองได้
ไคเซ็นคุณลักษณะของคนดังกล่าวนี้ ก็คือ การบรรลุเป้าหมายโดยการดำเนินการไคเซ็นของที่ทำงานด้วยตัวเอง
ตาราง 1-7 จากการควบคุมด้านผลลัพธ์ไปสู่การควบคุมด้านสาเหตุ
หมายความว่าทำ 5ส (สะสาง – สะดวก- สะอาด – สุขลักษณะ – สร้างนิสัย) โดยกิจกรรมกลุ่มย่อย จัดระเบียบเงื่อนไขพื้นฐานของเครื่องจักร ทำการกำจัด Failure, Loss การ Setup, การปรับ Defect ในกระบวนการ และการลดลงของ Yield มุ่งสู่จุดสูงสุดของกิจกรรมการผลิต
วัตถุประสงค์สูงสุด คือ สามารถไคเซ็นคุณลักษณะของที่ทำงานผ่านกิจกรรมดังกล่าว ผลลัพธ์ก็คือ การไคเซ็นคุณลักษณะของบริษัท ซึ่งหมายถึง การบรรลุ “การสร้างที่ทำงานที่มีผลประกอบการสูงขึ้นและน่าทำงาน”
3-4 เป้าหมายของการควบคุม
ความสัมพันธ์ของประสิทธิภาพการผลิต คุณภาพและเครื่องจักร คือ ความสัมพันธ์ของ Output และ Input โดย ทั่วไป Output ในกิจกรรมการผลิตของ TPM คือ ปริมาณการผลิต (P), คุณภาพ (Q), ต้นทุน (C), ระยะเวลาส่งมอบ (D), ความปลอดภัยอนามัย (S), ความมุ่งมั่นในงาน (M), สภาพแวดล้อม (E) รวม 7 องค์ประกอบ แล้วงานที่สร้างให้เกิดสิ่งเหล่านี้ก็คือ Input (คน, เครื่องจักร, วัตถุดิบต่างๆ) (ตารางภาพ 1-8)
ตารางภาพ 1-8 องค์ประกอบต่างๆ ที่รายล้อมกระบวนการ
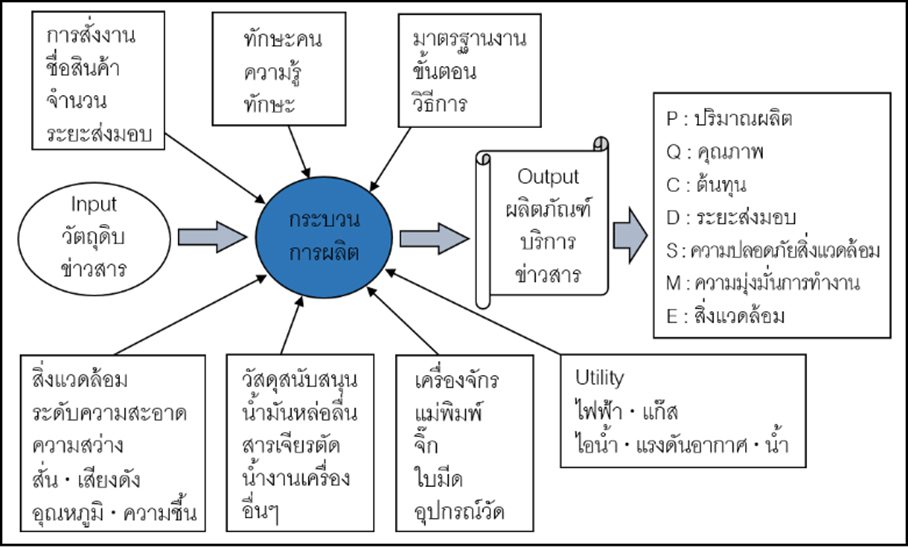
การทำให้ประสิทธิภาพการผลิต (ผลลัพธ์) ที่เป็นด้าน Output ของการผลิตนั้น ต้องทำการควบคุมงาน (สาเหตุ) ด้าน Input และต้องค้นหาอย่างถึงที่สุด ถึงประสิทธิภาพของระบบการผลิตที่รายล้อมกระบวนการ และจำเป็นต้องบำรุงรักษาโครงสร้างระบบการผลิตด้วย ดังนั้น การค้นหาอย่างถึงที่สุดของการผลิตนั้น หมายถึง การให้ได้ Output ที่สูงสุดด้วย Input ที่น้อยที่สุด (รวมปัจจัยต่างๆ ของด้าน Input)
ด้วยความหมายนี้ 5ส ของพื้นฐานของการควบคุมที่ทำงานและไคเซ็นกระบวนการเป็น Input นั้น มีความสัมพันธ์ที่ใกล้ชิดกันอย่างมาก TPM นั้น บรรลุวัตถุประสงค์ที่เรียกว่า “ไคเซ็นคุณลักษณะของบริษัท” ด้วยเครื่องมือที่เรียกว่า “ไคเซ็นคุณลักษณะของที่ทำงาน” โดยรายละเอียดก็คือ การดำเนินการกิจกรรม 4 อย่าง จึงเรียกสิ่งนี้ว่า “4 เสาของ TPM for SME”
- การสร้างประสิทธิภาพการผลิต
- การจัดระเบียบเงื่อนไขพื้นฐาน
- การเสริมสร้างบุคลากร
- ความปลอดภัย – สิ่งแวดล้อม
จาก 4 เสาดังกล่าว ดำเนินการ 5ส อย่างถึงที่สุด จากนั้น สร้างภาพที่ควรจะเป็นของที่ทำงาน คือ ไม่มี Loss, ไม่มี Muda
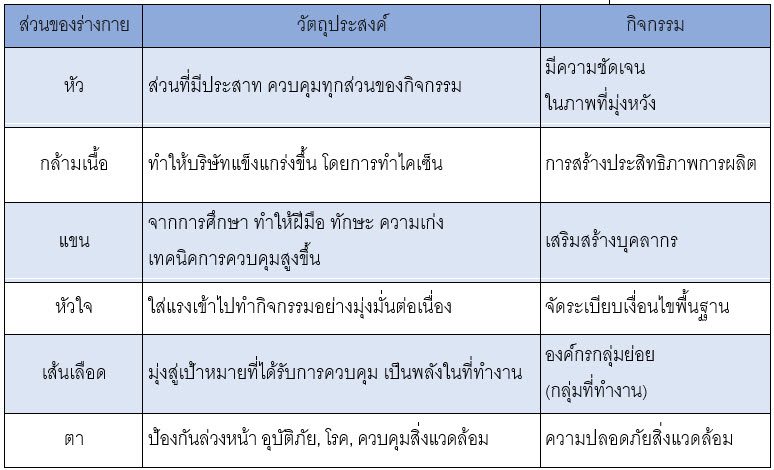
ตารางภาพ 1-9 ความสัมพันธ์ของร่างกายและกิจกรรมของคน
นอกจากนี้ การเพิ่มประสิทธิภาพการผลิต คุณภาพและการสร้างสภาพแวดล้อมที่ทำงานให้ดีโดย TPM for SME นั้น สามารถเชื่อมโยงความปิติยินดีอย่างมากให้แก่พนักงาน สามารถสร้างที่ทำงานที่มีความคึกคักอย่างมาก พูดอีกนัยหนึ่ง TPM for SME นั้น เป็นกิจกรรมสร้างสุขภาพให้แก่บริษัทอีกด้วย
3-5 กิจกรรมที่ใช้ประโยชน์ “ขนาดเล็ก”
วัตถุประสงค์สูงสุดของกิจกรรม คือ การเพิ่มผลประกอบ การและสร้างคุณลักษณะของบริษัทให้ทำกำไรได้ กิจกรรมนั้นคือ เครื่องมือ การที่จะทำอะไรให้ดีขึ้น (ไคเซ็น) คือ ประเด็นสำคัญของกิจกรรม
ลักษณะพิเศษของกิจกรรมในบริษัทขนาดกลางและย่อมนั้น มีดังต่อไปนี้
- จุดแข็ง จุดอ่อน (ลักษณะพิเศษ) ของบริษัทตนเองมีความชัดเจน นอกจากนี้ การจัดระเบียบและการรับรู้ประเด็นปัญหานั้น ใช้เวลาสั้นและมีความถูกต้องแน่นอน
- การแบ่งกลไกขององค์กรของบริษัท (ขาย, พัฒนา, ออกแบบ, ควบคุม, ผลิต) ทำให้ประเด็นปัญหามีความชัดเจนได้ง่าย
- ประเด็นปัญหาของการนำเอาลักษณะพิเศษของสินค้าบริษัทตนเอง มาทำให้มีความได้เปรียบนั้น รับรู้เห็นได้ง่าย
- การรวบรวมข่าวสารต่างๆ ที่จำเป็น เพื่อตอบสนองต่อนอกบริษัทและในบริษัทนั้น มีการสรุปเป็นประเด็นได้ง่ายและทำอย่างมีประสิทธิภาพได้ง่าย
- การทำให้โครงสร้างของ Loss มีความชัดเจน เป็นลักษณะพิเศษอย่างหนึ่งของกิจกรรม นอกจากนี้ ยังสามารถเชื่อมโยงกับโครงสร้างต้นทุน และดัชนีเป้าหมายการบริหารได้ สามารถแสดงให้เห็นเป็นรูปธรรมได้
- การสื่อสารกันตั้งแต่ระดับสูงสุด จนถึงพนักงานทุกคนทำได้เร็วและถูกต้องแน่นอน
ตารางภาพ 1-10 ประเด็นสำคัญของกิจกรรมแยกตามขนาดใหญ่เล็ก
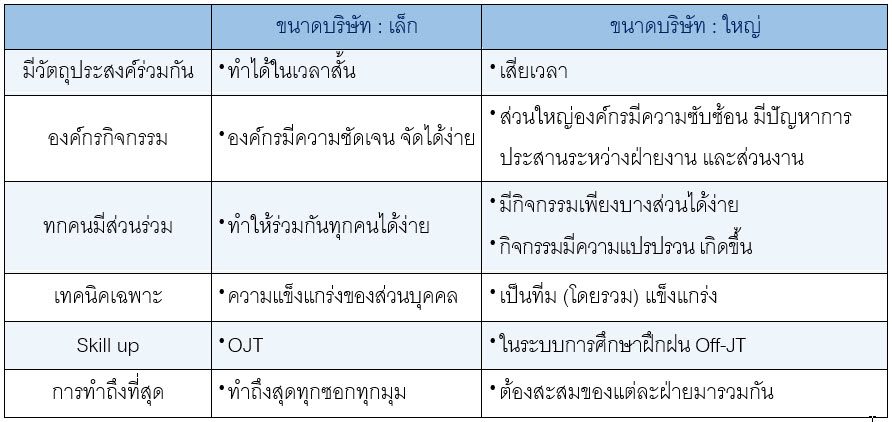
- มีความชัดเจนของลักษณะพิเศษได้ง่าย และสามารถรับรู้ประเด็นปัญหาเพื่อสร้างให้ลักษณะพิเศษมีความแข็ง แกร่งยิ่งขึ้น แสดงเปรียบเทียบขนาดบริษัทกับกิจกรรมใน ตารางภาพ 1-10
3-6 แนวคิดการสร้างคนที่เก่งในงาน
ในกิจกรรมการทุ่มเทในการสร้างคนนั้นเป็นเรื่องที่ต้องทำอยู่แล้ว ใน TPM for SME นั้น จะต้องมีความชัดเจนว่าจะสร้างบุคลากรประเภทใด จะต้องให้เรียนรู้อะไรบ้าง แล้วจึงดำเนินการกิจกรรมการศึกษาฝึกฝน ที่มีลักษณะพิเศษ
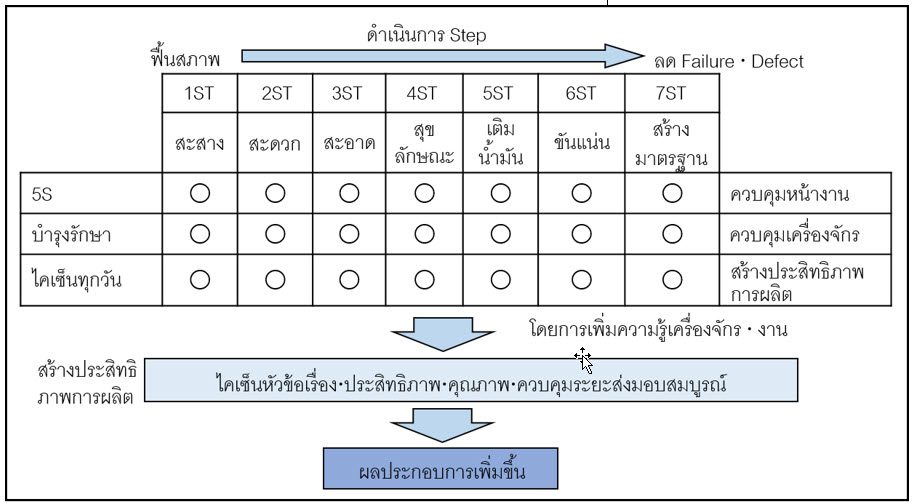
ประการแรก ต้องดำเนินการ “5ส” ที่ได้แก่ สะสาง- สะดวก – สะอาด – สุขลักษณะ – สร้างนิสัย ที่เป็นพื้นฐานการบริหารที่ทำงานให้ถึงที่สุด จากนั้นก็ใช้ “การจัดระเบียบเงื่อนไขพื้นฐานของเครื่องจักร” เช่น เติมน้ำมัน ขันแน่น ในการ “สร้างคนที่เก่งเรื่องงาน” (ตารางภาพ 1-11)
ในกระบวนการดำเนินการ “4 เสาของการดำเนินการ TPM for SME” นั้นให้ใช้วัสดุการสอนที่เป็นจริงที่มาจากสภาพการบริหารควบคุมเครื่องจักรหรือที่ทำงาน ที่ทำงานอยู่ ใช้เวลา 1 ~ 2 ปี สร้างคนโดยให้เรียนรู้อย่างจริงจังถึงเทคนิคเฉพาะอย่างของเครื่องจักร เช่น เทคนิคการผลิต เทคนิคการเดิน เครื่องต่างๆ
3-7 จากการดำเนินกิจกรรมกลุ่มย่อยไปสู่กิจกรรมหน่วยที่ทำงาน
จุดเริ่มต้นของกิจกรรมกลุ่มย่อยของญี่ปุ่นนั้น ได้แก่ กิจกรรม QC Circle ที่เริ่มต้นในปีโชวะ 37 (1962) ในปัจจุบัน นอกจากนี้ ยังมีกิจกรรม ZD* หรือยังมีกิจกรรมกลุ่มย่อยที่ตั้งชื่อตามของบริษัทตัวเองอื่นๆ การขยายตัวของกิจกรรมกลุ่มย่อยในภาคอุตสาหกรรมเป็นไปอย่างกว้างขวาง ความลับอย่างหนึ่งที่ทำให้คุณภาพ หรือ ประสิทธิภาพการผลิตของญี่ปุ่นมีความเป็นเลิศก็คือ โลกได้รับการยอมรับและให้ความสนใจในกิจกรรมกลุ่มย่อยอย่างมาก หนังสือเรื่อง “Excellent Company” (Kodansha)มีการแนะนำว่า บริษัทที่ดีเลิศในอเมริกาได้นำเอากิจกรรมกลุ่มย่อยเข้ามาใช้ด้วย
ตาราง 1-11 แนวคิดการจัดระเบียบเงื่อนไขพื้นฐาน
จากนั้น กิจกรรมกลุ่มย่อยนั้นก็มีการดำเนินการใน TPM for SME เช่นเดียวกับที่กิจกรรม QC Circle มีการดำเนินการเป็นส่วนหนึ่งของ TQC ถ้าสรุปจุดแตกต่างหลักๆ ของทั้งสองกิจกรรมแล้ว กรณีของ TQC เป็น “กิจกรรม Circle ที่ดำเนินการด้วยตัวเอง” ส่วน TPM for SME นั้น อาจจะเรียกได้ว่า “เป็นการรวมกันของกิจกรรมตามระดับตำแหน่งงานกับ กิจกรรมกลุ่มย่อย”
เริ่มต้นจากถ้าเปรียบเทียบด้านองค์กร, ด้านกิจกรรม QC Circle จะเป็น “องค์กรที่ไม่เป็นทางการ” (ถ้าจะสร้าง Circle ก็สร้างด้วยตัวของตัวเอง) ส่วนกิจกรรมกลุ่มของ TPM for SME นั้นจะเป็น “องค์กรที่เป็นทางการ” (จัดทำ Circle ขึ้นภายใต้การชี้แนะของระดับบริหารและหน่วยงานที่ทำงาน) เป้าหมายนั้นคือ “การควบคุมและไคเซ็นที่ทำงาน” ใช้เครื่องมือชนิดต่างๆ ตั้งแต่วิธีการ QC จนถึงความรู้ ทักษะของการบำรุงรักษา หรือวิธีการบริหารที่ทำงาน ในความเป็นจริงนั้นแต่ละบริษัทนั้นได้ผสมผสานลักษณะพิเศษของวิธีการที่จำเป็นต่างๆ เข้าด้วยกัน
นอกจากนี้ ในปัจจุบันพนักงานจากต่างบริษัทหรือแรงงานต่างชาติมีแนวโน้มเพิ่มขึ้นอย่างมาก หมายความว่า ในการสร้างความเข้าใจต่องานของบริษัท หรือจิตสำนึกเพื่อนร่วมงานของพนักงานด้วยกันนั้น กิจกรรมกลุ่มย่อยนั้นจะเป็นเครื่องมือ สื่อสารที่เป็นประโยชน์อย่างมาก
กิจกรรม QC circle: กิจกรรมกลุ่มย่อยของหน้างาน ที่ทำกิจกรรมไคเซ็นคุณภาพ
กิจกรรม ZD : กิจกรรมทั้งมวลที่กำจัดการเกิดขึ้นของสินค้าบกพร่องในกิจกรรมการผลิตของโรงงาน (Zero Defect)
ตารางภาพ 1-12 ตัวอย่างของผลลัพธ์กิจกรรม

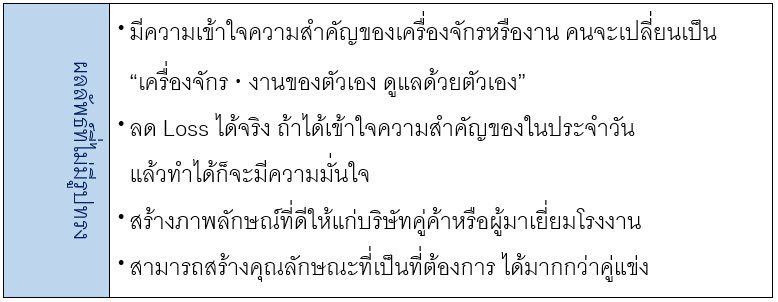
3-8 ผลลัพธ์ของกิจกรรม (ตัวอย่าง)
ผลลัพธ์ของกิจกรรมของ TPM for SME นั้น มีทั้งผลลัพธ์ที่มีรูปทรงและไม่มีรูปทรง ดังที่แสดงใน ตารางภาพ 1-12

เรียบเรียงโดย อาจารย์ณรงค์เกียรติ นักสอน
ที่ปรึกษา TPM-JIPM
