

4-1 ความสัมพันธ์ของ TPM for SME
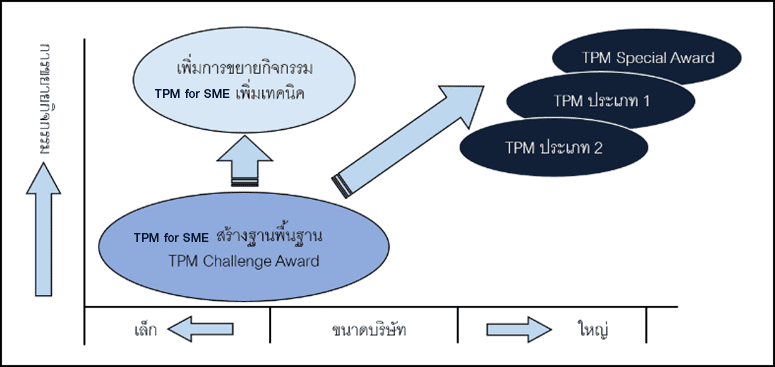
ใน TPM for SME นั้น บริษัทที่มุ่งสู่ “การผลิตที่เป็นของตัวเอง” ด้วยขนาดที่เล็กจะมีเป้าหมายการสร้างฐานพื้นฐานของการสร้างความแข็งแกร่งของคุณลักษณะที่เน้นคน ด้วยกิจกรรมที่สอดคล้องกับขนาด
- ความสัมพันธ์ของเสา 4 เสาของ TPM for SME และเสา 8 เสาของ TPM
TPM for SME นั้น รวมศูนย์การไคเซ็น Loss ทุกอย่างในกิจกรรมการผลิต รวมถึงการรวมเอากิจกรรมของ TPM เช่น Kobetsu Kaizen – Quality Maintenance – การสร้างประสิทธิภาพของการบริหารงานทางอ้อม การบริหารการพัฒนาผลิตภัณฑ์และเครื่องจักร ตารางภาพ 1-13 ตำแหน่งของ TPM กับ TPM for SME
ตารางภาพ 1-14 ความสัมพันธ์ของเสาของ TPM for SME กับ TPM
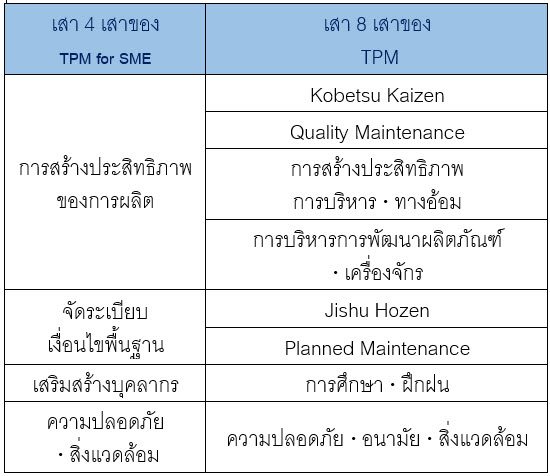
นอกจากนี้ ในกิจกรรมจัดระเบียบเงื่อนไขพื้นฐานนั้น เป็นการดำเนินการส่งเสริมการสร้างคนที่เก่งเรื่องเครื่องจักรและงาน, การเรียนรู้พื้นฐานการบริหาร รวมถึงกิจกรรม Jishu Hozen และ Planned Maintenance ของกิจกรรม TPM (ตารางภาพ 1-14)
- การบริหารจุดเชื่อมของ TPM for SME และ Challenge Award
กิจกรรมการบริหารหรือกิจกรรมไคเซ็นคุณลักษณะนั้น มักจะมีความไม่ชัดเจนของจุดเชื่อมต่อ เช่น “Goal นั้นมองไม่เห็น” “ไม่มีการกำหนด Goal” เพียงแต่ปล่อยให้ไหลไปตามเวลาเป็นส่วนใหญ่ เชื่อมต่อกับผลลัพธ์ประสิทธิผลได้ยาก
ดังนั้น การประเมินกิจกรรมของ TPM for SME นั้น จึงมีระบบการประเมินโดยบริษัทของตัวเองหรือบุคคลที่ 3 (คู่ค้า หรือ ที่ปรึกษา) ตาม Check Sheet ในทุกๆ 6 เดือน
นอกจากนี้ สำหรับเป็นการสรุปรวมกิจกรรมที่ดำเนินการ 18 เดือน จึงได้มีการจัดให้มีโอกาสการรับการประเมิน TPM for SME Challenge Award ขึ้น Challenge Award นี้ คือ การประเมินอย่างเหมาะสมต่อการประเมินกิจกรรมของ TPM for SME แล้วมอบรางวัล
4-2 Concept ของ TPM for SME
(1) นิยามของ TPM for SME
นิยามของ TPM for SME มีดังต่อไปนี้

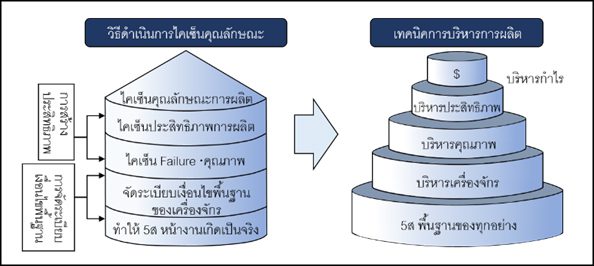
ตารางภาพ 1-15 ไคเซ็นคุณสมบัติและเทคนิคการบริหาร
(2) Concept ของ TPM for SME
Concept ของ TPM for SME นั้น เป็นการเสริมสร้างคุณลักษณะการผลิตและการสร้างฐานพื้นฐานให้สมบูรณ์ (ตารางภาพ 1-15) บริษัทขนาดกลางและย่อมนั้น มักจะมีปัญหาที่ต้องยุ่งกับงานในประจำวันและการควบคุมการส่งมอบ ทำให้ด้านการบริหารงาน, การทำงาน, เครื่องจักร หรือการควบคุมหน้างานนั้นอ่อนแอ มักจะเป็นอุปสรรคของกิจกรรมการผลิต
ดังนั้น ในการมุ่งสู่การลด Failure, การลด Defect นั้นจะต้องมุ่งเน้นการจัดระเบียบการทำงานที่หน้างาน และสภาพแวดล้อมมาเป็นอันดับหนึ่ง
(3) ต้องมุ่งเน้นการบริหารการทำงานและสภาพแวด ล้อมที่หน้างานเป็นอันดับหนึ่ง
การผลิตสิ่งของและการผลิตโดยเครื่องจักรนั้น คือ หน้างาน ดังนั้น ที่หน้างานนั้นถ้าหากมีของที่ยังไม่ผลิต หรือผลิตภัณฑ์ หรือของเสียปะปนอยู่
ตารางภาพ 1-16 เน้นการธำรงรักษาควบคุมของ 5ส เป็นอันดับหนึ่ง

ตารางภาพ 1-17 สาเหตุการเกิด Failure, Defect
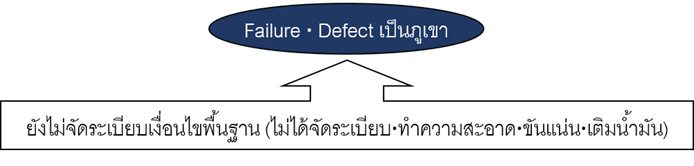
หรือเสียเวลาต้องค้นหาเครื่องมือ เมื่อ setup เปลี่ยน หรือว่าสภาพการณ์ที่ว่าที่พื้นมีเศษตัดหรือน้ำมัน, ฝุ่นผง หรือเศษผ้าทิ้งเกลื่อนกลาด ทำให้ความสามารถทำงานเหลือครึ่งเดียว ไม่สามารถผลิตของที่ดีได้ หรือรักษาระยะเวลาส่งมอบได้ ในสภาพการณ์เช่นนี้ไม่สามารถป้องกันอุบัติภัย ไม่ให้เกิดได้เช่นเดียวกัน
ดังนั้น ใน TPM for SME จึงได้เน้นการปฏิบัติธำรงรักษาควบคุม 5ส ซึ่งเป็นการไคเซ็นสิ่งแวดล้อมหน้างาน เป็นอันดับแรก (ตารางภาพ 1-16)
(4) ความจำเป็นของการจัดระเบียบเงื่อนไขพื้นฐานของเครื่องจักร
สิ่งที่ทำหน้าที่ผลิตก็คือเครื่องจักรนั่นเอง เครื่องจักรนั้นประกอบขึ้นด้วยส่วนต่างๆ ที่มีการหมุน เสียดสีและขับเคลื่อน ดังนั้น ถ้าหากว่ามีเศษตัดหรือฝุ่นผงเข้าไปในส่วนขับเคลื่อน ทำให้ Gauge ที่ควรจะควบคุมนั้นสกปรกมองไม่เห็น หรือว่า Bolt หรือ Nut นั้นอยู่ในสภาพที่หลวมก็ไม่สามารถทำการผลิตที่ปรกติได้
นอกจากนี้ การควบคุมการเติมน้ำมันด้วยชนิดที่เหมาะ ในปริมาณที่เหมาะจึงเป็นเรื่องที่ขาดไม่ได้ เครื่องจักรเมื่ออยู่ในสภาพที่ผลิตก็จะมีการสั่นสะเทือนหรือรับภาระน้ำหนัก และทำให้ Bolt หรือ Nut ที่ขันแน่นไว้เกิดการคลายตัวได้ ในสภาพที่ไม่ได้มีการควบคุมนี้ ทำให้ไม่สามารถรักษาความแม่นยำที่คาดคะเนไว้ได้ ทำให้เกิดการเสียหายขึ้น
ดังนั้น การจัดระเบียบเงื่อนไขพื้นฐานของเครื่องจักร จึงเป็นการกำจัดสิ่งสกปรกที่มีผลกระทบต่อความแม่นยำของเครื่องจักร และเป็นการการปฏิบัติการเติมน้ำมัน การขันแน่น เพื่อธำรงรักษาความเชื่อมั่น (ตารางภาพ 1-17)
(5) ไคเซ็น Loss ที่เป็นอุปสรรคของการผลิต
ดังนั้น เพื่อการลด Failure Loss จึงต้องหลุดพ้นจากสภาพการณ์ การไม่มีการจัดระเบียบเครื่องจักรโดยเร็ว ด้วยเหตุนี้จะต้องมีการเปลี่ยนจากการจัดการแก้ไขด้านผลลัพธ์มาเป็นการบริหารควบคุมด้านสาเหตุโดยใช้ข้อมูล หรือเทคนิคการวิเคราะห์ จากการการไคเซ็นฟื้นสภาพโดยการย้อนกลับไปสู่องค์ประกอบของเครื่องจักร และการเรียนรู้วิธีการทำไคเซ็น, วิธีการวิเคราะห์ข้อมูล, วิธีการควบคุมแนว โน้มต่างๆ ต้องมุ่งสู่การหลุดพ้นจากการมาตรการแก้ไขด้วยการไคเซ็นโดย “KKD : Keiken (ประสบการณ์), Kan (ความรู้สึก), Dokyo (ความกล้าหาญ)”
จากสภาพปัจจุบันที่ไม่ทำให้ปัญหาที่แท้จริงที่หน้างานมีความชัดเจนและต่อปัญหา เช่น Failure, Defect ใช้การไคเซ็นแบบตีหนูพุกที่โผล่ขึ้นมานั้น จำเป็นต้องเปลี่ยนไปสู่การดำเนินมารตรการทางด้านสาเหตุ
(6) พิสูจน์โดยใช้สถานที่จริงของจริง
คุณภาพผลิตภัณฑ์หรือผลผลิตนั้น สร้างขึ้นที่หน้างานจริง คำพูดที่ว่า “มันควรจะเป็น……” นั้น เป็นคำพูดที่มักจะได้ยินเสมอจากผู้ควบคุมงาน Operator เมื่อเกิด Defect, Failure ขึ้นที่หน้างาน
ส่วนใหญ่แล้วมักจะไม่ทำการวิเคราะห์สภาพการณ์ที่แท้จริงที่ Defect, Failure ที่เกิดขึ้นที่หน้างาน แสดงให้เห็นแล้วตัดสินด้วยการคิดเอาเอง แล้วกำหนดตัดสินสาเหตุเอาเอง สิ่งที่สำคัญก็คือ ฟังคำพูดที่เครื่องจักรหรือผลิตภัณฑ์พูดให้ฟัง แล้วทำความเข้าใจความคิด 5 Gen (Genba, Genbutsu, Genjitsu, Genri, Gensoku (สถานที่จริง, ของจริง, สถานการณ์จริง, หลักการจริง, หลักเกณฑ์จริง) สามารถนำเสนอที่หน้างานได้
(7) ระบบส่งเสริมให้ทุกคนมีส่วนร่วม
กิจกรรมไคเซ็นนั้นไม่ใช่ดำเนินการด้วยคนหรือกลุ่มเฉพาะเท่านั้น จะต้องเป็นกิจกรรมที่ทั้งผู้บริหาร, ผู้ควบคุมงาน, Operator, พนักงาน Part Time ทั้งหมดเข้าร่วมและแบ่งหน้า ที่รับผิดชอบอย่างชัดเจน
จากการจัดระเบียบเงื่อนไขของสภาพแวดล้อมการทำงาน การควบคุมเครื่องจักรที่เป็นแหล่งที่มาของกิจกรรมการผลิต ทำให้ได้มีประสบการณ์การทำให้ “ภาพที่ควรเป็นของงานเครื่องจักร การควบคุม” เกิดเป็นจริง จึงจะทำให้สร้าง Partnership ของทุกๆ คน และสร้างกลุ่มที่มีความมุ่งมั่นในการทำงาน สิ่งเหล่านี้จะเชื่อมโยงต่อไคเซ็นคุณลักษณะของบริษัท
4-3 เป้าหมายของ TPM for SME
เป้าหมายของTPM for SME นั้น เป็นการไคเซ็นคุณลักษณะผ่านการจัดระเบียบเงื่อนไขพื้นฐานของการทำงานหรือเครื่องจักร คนที่ทำงานที่หน้างานเพื่อที่จะกำจัด Failure, Defect จะต้องรู้ว่าควรดำเนินการอย่างไร ต้องรู้ถึงความ สำคัญของการทำความสะอาด – เติมน้ำมัน – ขันแน่น พร้อมกับการจัดระเบียบเงื่อนไขพื้นฐานของเครื่องจักร
ตารางภาพ 1-18 การสร้างความแข็งแกร่งให้กับฐานบริษัท
โดยจัดระเบียบเงื่อนไขพื้นฐานของหน้างาน
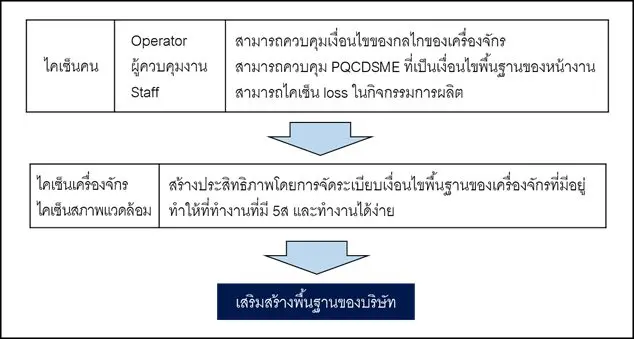
ทางด้านของคนนั้น มีดังนี้
- Operator นั้น ต้องเรียนรู้การธำรงรักษากลไกเครื่องจักรและเงื่อนไขพื้นฐาน ความสำคัญของการควบคุมที่ไม่ทำให้เกิด Loss ขึ้น
- ผู้ควบคุมงานต้องเรียนรู้วิธีการควบคุมวงจรของ “PDCA”* เพื่อหาผลลัพธ์ตามที่คาดหมายของ PQCDSME
- Staff นั้น ต้องมุ่งสู่การไคเซ็น loss ที่เกิดขึ้นจากกิจกรรมการผลิต เพื่อยกระดับคุณภาพของกิจกรรมไคเซ็น โดยเฉพาะอย่างยิ่งการเรียนรู้วิธีคิดที่เป็นตรรกะ
นอกจากนี้ ทางด้านเครื่องจักร – สิ่งแวดล้อม
- ทำการจัดระเบียบเงื่อนไขของเครื่องจักรที่มีอยู่ เพื่อเพิ่มประสิทธิภาพของเครื่องจักรหรือการทำงาน (เพิ่มความเชื่อมั่นของเครื่องจักร ผ่านการจัดระเบียบและฟื้นสภาพเงื่อนไขพื้นฐาน)
- ทำให้ที่ทำงานมี 5ส และทำงานได้ง่าย (สร้างความปลอดภัย สิ่งแวดล้อมที่สดใส ทำให้อุบัติเหตุ อุบัติภัย เกิดขึ้นได้ยาก)
สร้างความแข็งแกร่งให้กับฐานพื้นฐานของบริษัท ผ่านหัวข้อดังกล่าวข้างต้น (ตารางภาพ 1–18)
PDCA : วงจรการบริหารงาน ได้แก่ วางแผน (Plan), ดำเนินการ (Do), ตรวจสอบ (Check), ทำไคเซ็น (Action)
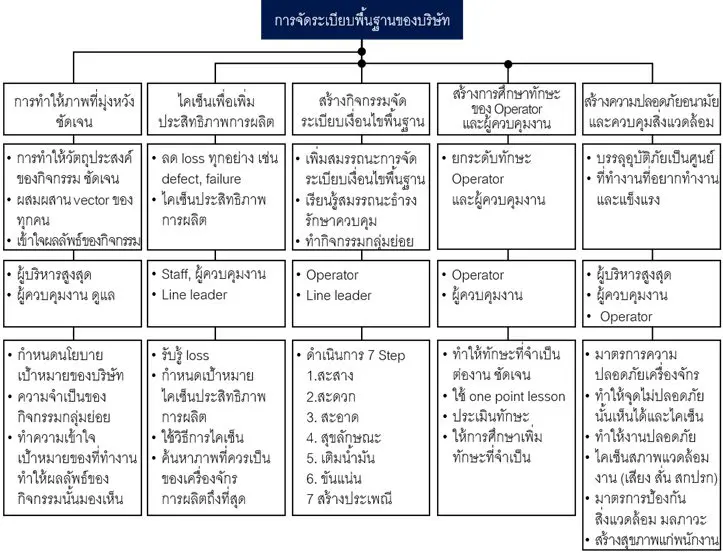
4-4 เสา 4 เสาของกิจกรรม
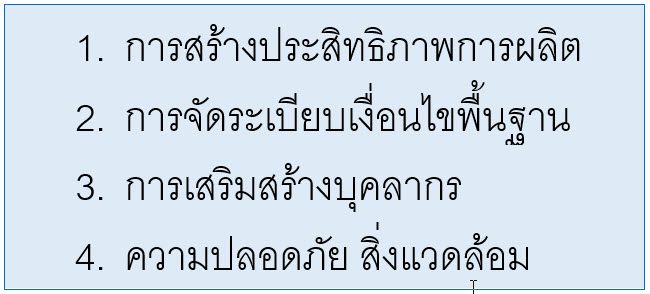
(1) เสา 4 เสาของกิจกรรมและการแบ่งภาระหน้าที่
กิจกรรมไคเซ็นนั้น ถึงแม้ว่าเป็นปัญหาของคนที่เกี่ยวข้องโดยตรงกับเครื่องจักรหรือการทำงาน แต่หากคิดว่าเป็นกิจกรรมของฝ่ายงานเดินเครื่องเท่านั้น เป็นความคิดที่ผิด ทั้งผู้บริหารสูงสุดหรือผู้ควบคุมงาน คนที่เกี่ยวข้องทุกๆ คน จะต้องเข้าร่วมดำเนินกิจกรรมด้วย ยังรวมถึงผู้ที่มาทำงานจากข้างนอกบริษัทหรือพนักงาน Part Time ที่สนับสนุนการสร้างประสิทธิภาพภายในบริษัทก็ต้องเข้าร่วมเสากิจกรรมด้วย ทุกคนจำเป็นต้องมีบทบาท
ผู้บริหารสูงสุด, ผู้ควบคุมงาน, ดูแลงาน หรือ Staff ไคเซ็น จะเป็นแกนกลางของกิจกรรม แสดงให้เห็นถึงทิศทางของบริษัทด้วย “การทำให้ภาพที่มุ่งหวังมีความชัดเจน” ที่ได้จัดทำขึ้นให้ทุกคนทำความเข้าใจ และดำเนินการจึงจะทำให้มีผลิตภัณฑ์หรือคุณภาพที่ดีเกิดขึ้นได้ ประการแรก ต้องแสดงสิ่งที่บริษัทคิด หมายถึง ทิศทางของบริษัทหรือภาพที่มุ่งหวังของกิจกรรมลงบน Activity Board ทำให้พนักงานทุกคนรับรู้และเข้าใจ
(2) การสร้างประสิทธิภาพการผลิต
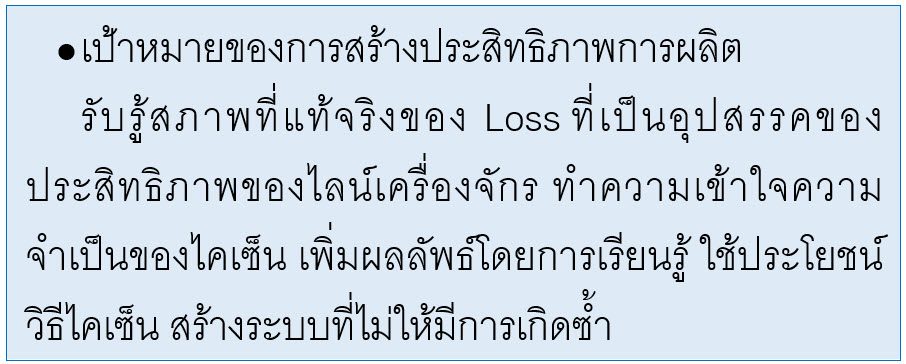
ใน “ไคเซ็นเพิ่มประสิทธิภาพ” นั้น ทำการจัดกลุ่มของระดับบริหาร Staff (ผู้รับผิดชอบหน้างาน, ผู้ควบคุมงาน, ดูแลงาน) ไคเซ็นปัญหาที่เป็นอุปสรรคของประสิทธิภาพหน้างาน เช่น Failure, Defect, Minor Stoppage, Setup Loss ต่างๆ ด้วย Kaizen Story, และสถานที่จริง – ของจริง จากการไคเซ็นเพิ่มประสิทธิภาพ
- ทำความเข้าในการเกิดของ Loss, Muda ที่ซ่อนเร้นอยู่ในที่ทำงาน
- เรียนรู้วิธีการไคเซ็น
- บรรลุเป้าหมายภายในระยะเวลา มีประสบการณ์ความสำเร็จ
ไคเซ็นนั้นโดยพื้นฐานอยากจะให้ดำเนินการด้วย QC Story เป็นก้าวแรกของการควบคุมเป้าหมายที่ว่า “ทำอะไร ให้บรรลุผลเมื่อไร”
- หัวข้อดำเนินการ
เลือกเครื่องจักรโมเดล จัดทีมมีผู้เกี่ยวข้องตั้งผู้บริหารสูงสุด, Staff, ผู้ควบคุมงาน, กลุ่มย่อยหน้างานต่างๆ ทำการไคเซ็นเพื่อเพิ่มประสิทธิภาพเครื่องจักรแล้ว แสดงให้เห็นว่าผลลัพธ์ของกิจกรรมไคเซ็น ด้วยผลประกอบการภายในบริษัท
- ที่เครื่องจักรโมเดลนี้ ให้เลือกที่เป็นกระบวนการคอขวด และเกิด Loss ที่เรื้อรังเสมอ ใช้เวลา 3 เดือนในการค้นหาอย่างถึงที่สุด เมื่อทำไคเซ็นแล้วน่าจะได้รับผลลัพธ์ที่สูง
- หัวข้อเรื่องดำเนินการนั้น ให้เลือกเรื่องที่มีความต้องการที่มากในการกำจัด Loss ของเครื่องจักร เช่น Loss ที่เป็น Failure ที่เกิดกะทันหัน, การ Setup, การปรับ, การเปลี่ยนใบมีด, Startup, Minor Stoppage, การเดินเครื่องเปล่า ความเร็วลดลง, ของเสีย, การทำใหม่ต่างๆ หรือ Loss ที่เกิดจากคนหรือหน่วยต้นทุน
- ลองทำไคเซ็นโดยทีมหลายๆ ทีม ตามแต่ละหัวข้อ สร้างความสามารถไคเซ็นให้แก่ Staff ให้สอดคล้องกับผลลัพธ์ที่เกิดขึ้นจริง จากนั้นจากเครื่องจักรโมเดลขยายผลไคเซ็นในแนวกว้าง แล้วให้ระดับบริหารทำไคเซ็นเครื่องจักรอย่างต่อเนื่องที่ที่ทำงานของตนเอง โดยกิจกรรมกลุ่มย่อย
- ในฐานะเป็นเครื่องมือเพื่อการไคเซ็น วิธีการที่เป็นประโยชน์ เช่น IE, QC และอื่นๆ ทุกอย่างให้นำมาใช้ให้หมด ซึ่งวิธีการที่เป็นประโยชน์มากที่สุดในการกำจัด Loss ที่เรื้อรังของเครื่องจักรก็คือ การใช้การวิเคราะห์ PM ที่เป็นวิธีการทางวิศวกรรมศาสตร์การสร้างความเชื่อมั่นอย่างหนึ่ง
2. ข้อควรระวัง
- เครื่องจักรโมเดลนั้น อย่าเลือกมากเกินไปในเวลาเดียวกัน
- ในสมาชิกของทีมไคเซ็น ควรจะมีผู้ที่เรียนรู้วิธีการวิเคราะห์ – พิเคราะห์รวมอยู่ด้วย ผลลัพธ์ของไคเซ็นเพียงอย่างเดียวเป็นเพียงผลลัพธ์อย่างหนึ่งเท่านั้น จึงควรคาดหวังผลลัพธ์ที่เชื่อมโยงกันระหว่างองค์กรที่ทำกิจกรรมด้วย
3. บทบาทของผู้บริหาร
- ชี้แนะวิธีการเลือกเครื่องจักรโมเดลหรือหัวข้อ
- สั่งให้มีการนำเสนอตัวอย่างไคเซ็น ในคณะกรรมการส่งเสริม TPM แล้วให้ความเห็น
- ดำเนินการให้มีการเรียนรู้วิธีการไคเซ็นด้วยต้วเอง พร้อมชี้แนะ
- การจัดระเบียบเงื่อนไขพื้นฐาน
“การจัดระเบียบเงื่อนไขพื้นฐาน” นั้น โดยทั่วไปจะเน้นการทำกิจกรรมโดย Operator ที่ทำงานที่หน้างาน
ทำการปฏิบัติ 5ส ด้วยสถานที่จริง ของจริง จัดระเบียบสภาพแวดล้อมของเครื่องจักรที่ให้ทำงานได้ง่าย ทำกิจกรรมได้ง่าย ทำให้จุดเสียเล็กน้อยและจุดบกพร่อง ปรากฏให้เห็นได้ชัด เรียนรู้จุดอ่อนของการบริหารที่ผ่านมา และเรียนรู้ความจำเป็นของการบริหาร และเทคนิคไคเซ็นโดยการ “ควบคุมโดยดูด้วยตา” แล้วสร้างระบบการธำรงรักษาควบคุมด้วยการให้เป็นประเพณีปฏิบัติ โดยการจัดทำปฏิทินบำรุงรักษา
จากกิจกรรมดังกล่าวข้างต้น ทำให้ข้อกำหนดที่หน้างานแต่ละอย่างมีความชัดเจน เรียนรู้ความจำเป็นของการทำงานที่งานและการปฏิบัติตาม
- หัวข้อปฏิบัติ
การจัดระเบียบเงื่อนไขพื้นฐานนั้น ดำเนินการแบบ Step รูปแบบดำเนินการ เป็นศึกษาและปฏิบัติแต่ละอย่างๆ ตามแต่ละ Step ผู้ควบคุมงานทำการวินิจฉัย เมื่อผ่านเกณฑ์ก็จะผ่านไปสู่ Step ต่อไป
- Step 1 (สะสาง): ทำการกำจัดของที่ไม่จำเป็น เช่น ที่ริมกำแพง, ทางเดิน, เครื่องจักร ในแผงควบคุมต่างๆ แล้วติด Tag เรียนรู้ว่า “สะสางคืออะไร”
- Step 2 (สะดวก): กำหนดคำจำกัดความของของที่จำเป็น ทำการกำหนดที่ประจำ ปริมาณประจำของเครื่องมือ – จิ๊ก ที่จำเป็นต่องานเรียนรู้ไคเซ็น “การทำให้ทำงานง่าย”
- Step 3 (สะอาด): ทำความสะอาดที่ทำงาน – เครื่องจักร เพื่อกำจัดสิ่งสกปรกที่มีมานานแล้ว พร้อมกับกำหนดจุดที่รวมศูนย์ของความสกปรก การทำความสะอาดที่ง่าย การค้นพบจุดบกพร่องของตัวเครื่องจักร (เรียนรู้ว่า “เครื่องจักรนั้นโดยปรกติมีสภาพการใช้งานอย่างไร”)
- Step 4 (สุขลักษณะ): ค้นหาวิธีการทำความสะอาดที่ง่าย และทำให้การกระจายของสิ่งสกปรกนั้นมีน้อยที่สุด สำหรับสถานที่ความสกปรกมารวมศูนย์ง่าย ในที่ทำงานหรือเครื่องจักร ด้วยการทำให้เครื่องจักรสามารถควบคุมได้ง่าย เรียนรู้ “การจัดระเบียบเงื่อนไขการทำความสะอาด ธำรงรักษาเครื่องจักร”
- Step 5 (เติมน้ำมัน): Failure เครื่องจักรส่วนใหญ่เกิดขึ้นด้วย Defect การเติมน้ำมัน ตำแหน่งสำคัญของเครื่องจักร จะประกอบด้วยตำแหน่งที่หมุน ขับเคลื่อนต้องเรียนรู้การป้องกันการขบกัน หรือเผาไหม้จากการเติมน้ำมันไม่เพียงพอ “วิธีเติมน้ำมัน – เติมจารบีที่ถูกต้อง” ด้วยการลด Failure ที่มาจาก Defect การเติมน้ำมัน
- Step 6 (ขันแน่น): ทำการขันแน่น Bolt – Nut ที่สำคัญ เพื่อต้องป้องกันการหลวมของ Bolt – Nut จากการสั่นสะเทือนหรือการใช้งานระยะยาว ทำการค้นหาและฟื้นสภาพจุดบกพร่องการขันแน่นเพื่อเรียนรู้ “ความสำคัญของการขันแน่นและวิธีขันแน่นที่ถูกต้อง”
- Step 7 (การสร้างประเพณี): จัดทำเรื่องที่ควรปฏิบัติตาม หมายถึง มาตรการการสะสาง-สะดวก- สะอาด ตรวจสอบเป็นประจำ เป็นปฏิทินตรวจสอบด้วยตัวเอง เพื่อเรียนรู้ “ความจำเป็นในการจัดการควบคุมเป็นประจำ”
2. ข้อควรระวัง
- จนถึง Step 4 นั้น เป็นส่วนที่เป็นพื้นฐานของการไคเซ็นคุณภาพของคนและเครื่องจักร ถ้าหากว่าทำกิจกรรมอย่างมุ่งมั่น อดทนแล้ว ผลลัพธ์จะเกิดขึ้นอย่างแน่นอน
- ขยะ, สิ่งสกปรก, สนิม, เปื้อนน้ำมันต่างๆ หากปล่อยไว้ แล้วทำการทาสีทับที่เครื่องจักรหรือทางเดินนั้น ต้องหลีกเลี่ยงอย่างมาก
3. บทบาทของการบริหาร
- ตรวจสอบดูว่ามาตรการต่อจุดที่บกพร่อง, จุดที่ไม่ปลอดภัย, แหล่งที่เกิดและจุดตรวจสอบยาก มีการดำเนินการอย่างถูกต้องหรือไม่
- ค้นหาให้พบไอเดียที่ดี, ไคเซ็นที่ดี ไคเซ็นแม้เล็กๆ น้อยๆ แล้ว ชมเชยอย่างจริงจัง
- ทำการวินิจฉัยโดยผู้บริหารสูงสุดต่อกิจกรรมการจัดระเบียบเงื่อนไขพื้นฐาน เป็นประจำ (ทำการวินิจฉัยแต่ละ Step)
4. การเสริมสร้างบุคลากร

“การเสริมสร้างบุคลากร” นั้น ทำการทบทวนวิธีการทำงานที่ผ่านมา สร้างโอกาสการศึกษาที่จำเป็นในแต่ละกิจกรรม โดยผู้บริหารสูงสุดหรือผู้ควบคุมดูแล นอกจากนี้ จัดระเบียบทักษะที่จำเป็น เทคนิคไคเซ็น และคุณสมบัติการบริหารในบริษัท เพื่อเพิ่มอัตราความสมบูรณ์ให้สูงขึ้น
นอกจากนี้ จัดทำ One Point Lesson เป็นเครื่องมือการ ศึกษา ใช้เป็นเครื่องมือในการศึกษาที่หน้างาน
5. ความปลอดภัย สิ่งแวดล้อม
ใน “ความปลอดภัย-สิ่งแวดล้อม” ผู้บริหารสูงสุดระดับบริหาร ทำความเข้าใจความจำเป็นของอุปกรณ์ความปลอดภัยของที่ทำงาน ดำเนินการไคเซ็น ทำให้จุดที่ไม่ปลอดภัยปรากฏให้เห็นขึ้น กำจัดจุดที่อันตรายออกจากที่ทำงาน
นอกจากนี้ ใน “การควบคุมสภาพแวดล้อม” นั้น เป็นการทำให้มาตรฐานทางกฎหมายมีความชัดเจน มีระบบที่ไม่ทำให้เกิดมลภาวะหรืออุบัติเหตุหรือไม่ พร้อมกับตรวจสอบซ้ำว่ามีการบันทึกอย่างถูกต้องหรือไม่ ทำการค้นหาปัญหาเพื่อเชื่อมโยงถึงการไคเซ็น
นอกจากนี้ ดำเนินกิจกรรมประหยัดพลังงาน ทำการเก็บรวบรวมแยกประเภทหรือ Recycle เป็นกิจกรรมบำรุงรักษาสภาพแวดล้อม เมื่อทำการจัดระเบียบเรื่องดังกล่าวข้างก็จะเป็นไปดังตารางภาพ 1-19
ตารางภาพ 1-20 เป้าหมายและบทบาทของเสา 4 เสา

นอกจากนี้ ยังได้แสดงให้เห็นเป้าหมายของเสา 4 เสาของกิจกรรม และกิจกรรมหลัก บทบาทของกลุ่มเฉพาะแต่ละกลุ่มในตารางภาพ 1-20
4-4 สาระสำคัญของโปรแกรมการดำเนินการ TPM for SME
TPM for SME นั้น เพื่อการดำเนินการโดยมีเป้าหมายที่เครื่อง จักรและการทำงาน โดยการใช้หน้างานจริง – ของจริงนั้น ในการนำเอาเข้ามาใช้นั้นจะต้องมีการเรียนรู้เนื้อหาของกิจกรรมให้ดีแล้วดำเนินการ โดยเฉพาะตั้งแต่ผู้บริหารสูงสุดจนถึงพนักงานหน้างาน พนักงาน Part Time นั้น มีการดำเนินการด้วยความเข้าใจ
ดำเนินการโดยไม่ทำความเข้าใจ ทำให้เกิดปัญหาขึ้นในเรื่องวันเวลาและทิศทางที่จะดำเนินไป เกิดความผิดพลาดหรือซ้ำซ้อนขึ้น ผลลัพธ์ก็คือ ทำให้เสียเวลาและกิจกรรมนั้นก็จะล่าช้าไป ดังนั้นถ้าหากว่าต้องการมีผลลัพธ์ตามที่ตั้งเป้าหมายไว้ตั้งแต่ตอนแรก การดำเนินการตามขั้นตอนนั้นเป็นสิ่งที่สำคัญมาก
TPM for SME นั้น โดยหลักการแล้วดำเนินการเป็นเวลา 18 เดือน (ตารางภาพ 1-21)


เรียบเรียงโดย อาจารย์ณรงค์เกียรติ นักสอน
ที่ปรึกษา TPM-JIPM
