


“นำปรัชญาใหม่มาใช้…. เราอยู่ในยุคเศรษฐกิจใหม่” เป็นคำกล่าวของ W. Edwards Deming
การผลิตแบบลีน หรือที่เรียกว่าระบบการผลิตของโตโยต้า หมายถึง การทำสิ่งต่างๆ ได้มากขึ้นโดยใช้เวลาน้อยลง พื้นที่น้อยลง ใช้กำลังคนน้อยลง เครื่องจักรน้อยลง ใช้วัสดุน้อยลง ในขณะที่เราสามารถส่งมอบสิ่งที่ลูกค้าต้องการ ในเวลาที่เขาต้องการ ด้วยคุณภาพและต้นทุนที่แข่งขันได้ หนังสือสำคัญสองเล่มที่นิยมใช้คำว่าลีน
- Machine that Changed the world โดย James Womack, Daniel Jones และ Daniel Roos.จัดพิมพ์โดย Simon & Schuster ในปี 1990
- Lean Thinking โดย James Womack และ Daniel Jones จัดพิมพ์โดย Simon & Schuster ในปี 1996
แม้ว่าหลักการแบบลีนจะมีรากฐานมาจากการผลิต แต่ว่าหลักการเหล่านี้นำไปใช้ในงานบริการก็ได้ ความท้าทายก็คือเราจะปรับแต่ง ประยุกต์ และนำไปใช้เหมาะกับสถานการณ์เฉพาะของเราอย่างไร
ทำไมต้องผลิตแบบลีน?
เศรษฐศาสตร์ใหม่
เมื่อก่อนบริษัทสามารถกำหนดราคาได้ตามสูตรต่อไปนี้:
ต้นทุน + อัตรากำไร = ราคา
ฝ่ายบัญชีจะกำหนดต้นทุนตามหลักการบัญชีต้นทุนและจะเพิ่มส่วนต่างกำไรตามปกติสำหรับอุตสาหกรรม ราคาจะถูกส่งต่อไปยังลูกค้า
สิ่งนี้ไม่เป็นความจริงอีกต่อไป สมการกำไรตอนนี้เป็นดังนี้:
ราคา (คงที่) – ต้นทุน = กำไร
ในอุตสาหกรรมส่วนใหญ่ ราคาจะคงที่ (หรือลดลง) ลูกค้ามีอำนาจต่อรองมากขึ้นกว่าเดิม พวกเขามีทางเลือกมากมาย การเข้าถึงข้อมูลอย่างไม่เคยปรากฏมาก่อน และความต้องการคุณภาพที่ยอดเยี่ยมในราคาที่เหมาะสม
ในสภาพแวดล้อมเช่นนี้ วิธีเดียวที่จะปรับปรุงผลกำไร คือการลดต้นทุน ความท้าทายที่ยิ่งใหญ่ของศตวรรษที่ 21 ไม่ใช่เทคโนโลยีสารสนเทศ เป็นการลดต้นทุน บริษัทของคุณสามารถปรับปรุงคุณภาพอย่างต่อเนื่องและขยายทางเลือกของลูกค้าในขณะที่ลดต้นทุนได้หรือไม่? รูปที่ 1 สรุปแนวคิดเหล่านี้
แต่เราต้องลดต้นทุนโดยไม่ต้อง:
- ทำลายล้างสมาชิกในทีมของเรา
- Cannibalizing งบประมาณการบำรุงรักษาของเรา
- บั่นทอนบริษัทในระยะยาว
อันที่จริง วิธีเดียวที่ยั่งยืนในการลดต้นทุนคือการมีส่วนร่วมกับสมาชิกในทีมของคุณในการปรับปรุง วิธีกระตุ้นการมีส่วนร่วม? ทำอย่างไรจึงจะชนะใจคนของคุณ?
ระบบ Toyota โจมตี Muda (ขยะ) อย่างไม่ลดละ โดยให้สมาชิกในทีมมีส่วนร่วมในกิจกรรมการปรับปรุงที่ได้มาตรฐานร่วมกัน วัฏจักรคุณธรรมเกิดขึ้น: ยิ่งสมาชิกในทีมมีส่วนร่วมมากเท่าไร พวกเขาก็ยิ่งสนุกกับความสำเร็จมากขึ้นเท่านั้น ยิ่งพวกเขาประสบความสำเร็จมากเท่าใด ผลตอบแทนจากภายในและภายนอกก็จะยิ่งมากขึ้นเท่านั้น ซึ่งกระตุ้นให้เกิดการมีส่วนร่วมมากขึ้น และอื่นๆ.
ผลประโยชน์ตรงไปที่บรรทัดล่างสุด
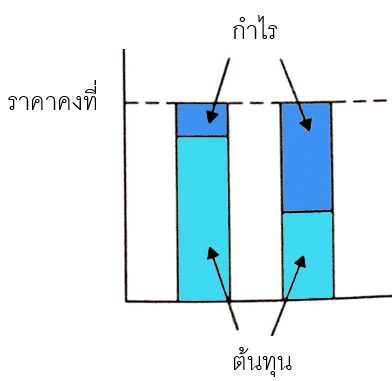
รูปที่ 1
• สมการเก่า:
ต้นทุน + กำไร = ราคา
• สมการใหม่:
ราคา (คงที่) – ต้นทุน = กำไร
ดังนั้น กุญแจสำคัญในการทำกำไรคือ: ลดต้นทุน
รูปที่ 1 เป้าหมายคือการลดต้นทุน
แต่ยังมีองค์กรที่สามารถขึ้นราคากับลูกค้าด้วยการไม่ต้องปรับปรุงอะไรเลย ซึ่งรวมถึงหน่วยงานของรัฐ กิจการธุรกิจที่ได้รับการสนับสนุนจากรัฐบาล บริษัทที่มีเทคโนโลยีที่เป็นกรรมสิทธิ์ หรือบริษัทที่ทำธุรกิจเกี่ยวกับยารักษาโรคเฉพาะด้าน
การคิดเชิงระบบและมุมมองเชิงระบบ
ระบบคือชุดของชิ้นส่วนแบบบูรณาการโดยมีเป้าหมายที่ชัดเจน ตัวอย่างเช่น รถยนต์คือระบบที่มีเป้าหมายในการจัดหาเพื่อการคมนาคมขนส่ง ระบบมีลักษณะดังต่อไปนี้:
- แต่ละส่วนของระบบมีจุดประสงค์ที่กำหนดได้ ตัวอย่างเช่น จุดประสงค์ของเครื่องยนต์รถยนต์คือการสร้างแรงขับเคลื่อน
- ส่วนต่าง ๆ ของระบบต้องพึ่งพาอาศัยกัน เครื่องยนต์ของรถยนต์ขึ้นอยู่กับระบบเผาผลาญเชื้อเพลิงเพื่อให้เป็นพลังงานเคมีและระบบเกียร์เพื่อควบคุมให้ล้อหมุน
- เราสามารถเข้าใจแต่ละส่วนได้โดยดูว่าแต่ละชิ้นส่วนเกี่ยวข้องกับระบบอย่างไร แต่เราจะไม่สามารถเข้าใจระบบได้เลยถ้าแต่ละชิ้นส่วนยังไม่ได้ประกอบเข้าด้วยกัน
- เพื่อให้เข้าใจระบบ เราต้องเข้าใจวัตถุประสงค์ ความเกี่ยวข้องกัน และปฏิสัมพันธ์ของระบบ เครื่องยนต์ของรถยนต์อาจทำงานได้ดี แต่ถ้าถอดเสาเกียร์ออก รถจะไม่เคลื่อนที่ กล่าวอีกนัยหนึ่ง เราต้องเรียนรู้ที่จะคิดในแง่ของส่วนรวมและส่วนต่างๆ
โมเดลระบบตามรูปที่ 2 เพื่อให้เข้าใจระบบและทำให้เป็นจริง เราต้องเชื่อมโยงแบบจำลองของระบบด้วยการปฏิบัติจริง รูปที่ 2 แสดงความเชื่อมโยงระหว่างแบบจำลองระบบกับการปฏิบัติจริง การคิดเชิงระบบคือความสามารถในการคิด เพื่อค้นหาวิธีที่นำระบบมาใช้ให้ได้ในทางปฏิบัติจริง ซึ่งก็คือการจะสร้างระบบการผลิตแบบลีนขึ้นมา ต้องทดลองสร้างโมเดลของความสำเร็จในกิจกรรมต่างๆ ขึ้นมาก่อน

รูปที่ 2 โมเดลระบบและการปฏิบัติจริง
ภาพพื้นฐานของการผลิตแบบลีน
ระบบลีนของ Taiichi Ohno ได้ถูกนำไปขยายผล โดยผู้เชี่ยวชาญทางด้านเพิ่มผลผลิตที่โดดเด่น ได้แก่ :
- ฮิโรยูกิ ฮิราโนะ – ระบบ 5S
- เซอิจิ นากาจิมะ-การบำรุงรักษาผลผลิตรวม (TPM)
- Kenichi Sekine ไหลต่อเนื่อง Shigeo Shingo-jidoka และการเปลี่ยนแม่พิมพ์ ในนาทีเดียว(SMED)
หนังสือที่ยอดเยี่ยมของ Jim Womack และ Dan Jones ทำให้เข้าใจระบบการผลิตของ Toyota มากขึ้น
ภาพมีค่ามากกว่าคำพันคำ House of Lean Production แสดงในรูปที่ 3 อาจต้องใช้เวลาหลายปีกว่าจะเข้าใจ ในแต่ละส่วนของบ้าน เมื่อความเข้าใจของเราลึกซึ้งขึ้น จะมองเห็นความหมายและเข้าใจถึงความสำคัญของคำว่า มุ่งเน้นที่ลูกค้า คืออะไร
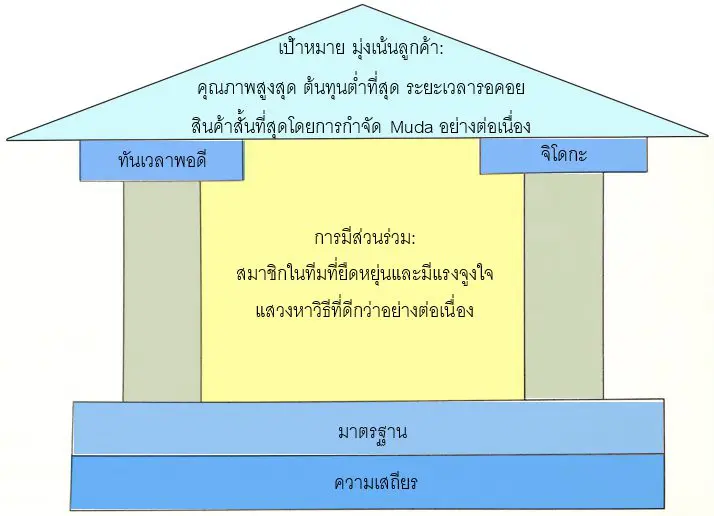
รูปที่ 3. ภาพพื้นฐานของการผลิตแบบลีน
หัวใจสำคัญของระบบคือการมีส่วนร่วม: สมาชิกในทีมที่มีแรงจูงใจที่ยืดหยุ่นและแสวงหาวิธีที่ดีกว่าอย่างต่อเนื่อง (Kaizen) ที่โตโยต้า แต่ละกิจกรรมมีความเชื่อมโยงกัน และ “วิธีคิด” แบบเดียวกัน พลังของระบบโตโยต้าอยู่ที่การเสริมแรงอย่างต่อเนื่องของแนวคิดหลัก รูปที่ 4 แสดงหัวข้อกิจกรรมลีนต่างๆ
มุ่งเน้นลูกค้า
เป้าหมายหลักของเราคือการมอบคุณภาพสูงสุด ในราคาต่ำสุด ในเวลาอันสั้น โดยการกำจัด Muda อย่างต่อเนื่อง แต่วันนี้ลูกค้ามีความคาดหวังที่กว้างขึ้น ดังนั้นบริษัทที่ทำการผลิตแบบลีนได้เพิ่มเรื่องความปลอดภัย สิ่งแวดล้อม และขวัญกำลังใจให้กับเป้าหมายหลักของพวกเขา ดังนั้น ตัวย่อ PQCDSM:
Productivity • ผลผลิต
Quality • คุณภาพ
Cost • ค่าใช้จ่าย
Delivery • เวลาจัดส่ง
Safety & Environment • ความปลอดภัยและสิ่งแวดล้อม
Morale • ขวัญกำลังใจ
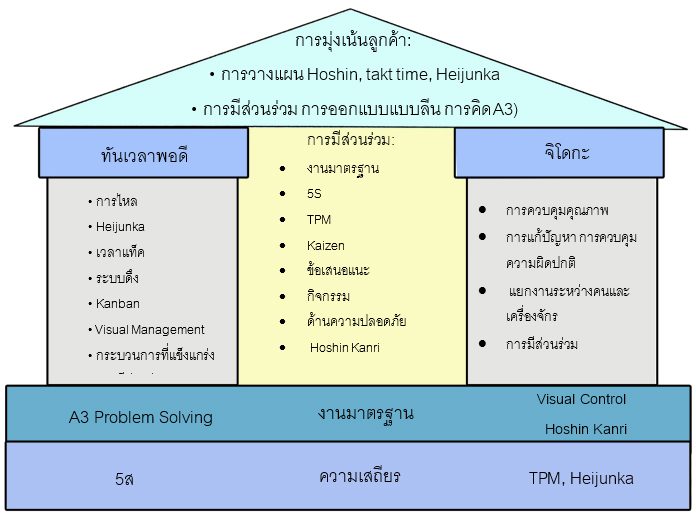
รูปที่ 4 กิจกรรมแบบลีน
Muda (ความสูญเปล่า)

Muda เป็นคำภาษาญี่ปุ่นคำเดียวที่ต้องรู้ มันเป็นเพียงสิ่งที่ดูเหมือน เกินความจำเป็น หรือ น้อยกว่าความสามารถที่ทำได้ Muda หมายถึง ความสูญเปล่า หรือกิจกรรมใดๆ ที่ลูกค้าไม่เต็มใจจ่าย
Muda เป็นสิ่งที่ตรงกันข้ามกับมูลค่าเพิ่ม ซึ่งเป็นสิ่งที่ลูกค้าเต็มใจจ่าย พิจารณาผู้ผลิตตู้เก็บเอกสาร ลูกค้ายินดีจ่ายค่าตัด ดัด เชื่อม และทาสีแผ่นโลหะ แต่ลูกค้าไม่เต็มใจที่จะจ่ายเงินสำหรับเวลารอ งาน Rework หรือสินค้าคงเหลือส่วนเกิน หรือรูปแบบอื่นๆ
การเคลื่อนไหวของมนุษย์สามารถแบ่งออกเป็นสามประเภท (รูปที่ 5)
• งานจริง: หมายถึงการเคลื่อนไหวใด ๆ ที่เพิ่มมูลค่าให้กับผลิตภัณฑ์
• งานเสริม: การเคลื่อนไหวที่รองรับการทำงานจริง มักจะเกิดขึ้นก่อนหรือหลังงานจริง (เช่น หยิบชิ้นส่วนจากกล่องหรือติดตั้งชิ้นส่วนในเครื่องจักร)
• Muda: การเคลื่อนไหวที่ไม่สร้างคุณค่า : หากหยุดทำการเคลื่อนไหวเช่นนี้ ก็ไม่มีผลเสียต่อผลิตภัณฑ์ (เช่นการตรวจสอบ การเดินหาชิ้นส่วน เป็นต้น)

รูปที่ 5 งานกับ Muda
ความสูญเปล่ามีแปดชนิดที่แตกต่างกัน ดังแสดงในรูปที่ 6 แสดงให้เห็นด้วยว่าอัตราส่วน 5/95 ที่โดดเด่นของมูลค่าต่อความสูญเปล่า โดยทั่วไปในการดำเนินการส่วนใหญ่ กิจกรรมประจำวันส่วนใหญ่ของเราคือ Muda
การเคลื่อนไหว
การเคลื่อนไหวที่สูญเปล่ามีทั้งองค์ประกอบของมนุษย์และเครื่องจักร การเคลื่อนไหวของมนุษย์ที่สูญเปล่านั้นเกี่ยวข้องกับการยศาสตร์ในที่ทำงาน การออกแบบตามหลักสรีรศาสตร์ที่ไม่ดีส่งผลเสียต่อความสามารถในการผลิตและคุณภาพตลอดจนความปลอดภัย
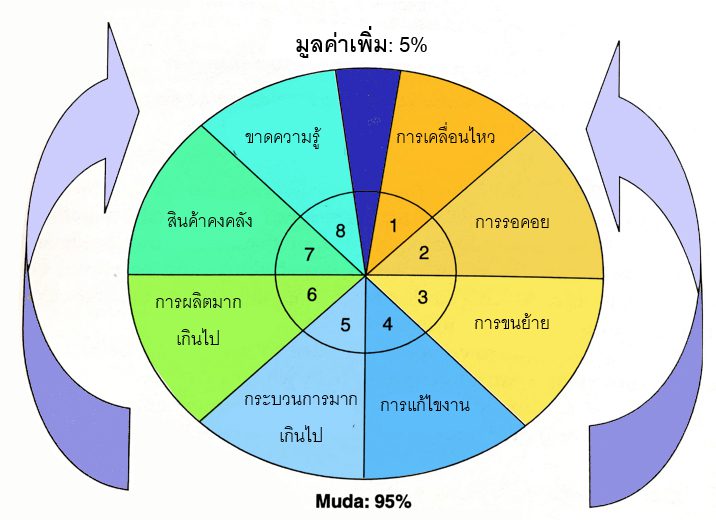
รูปที่ 6 เรียนรู้ที่จะเห็น Muda
เมื่อมีการเดิน เอื้อมมือ หรือบิดตัวโดยไม่จำเป็น คุณภาพแย่ลงเมื่อคนงานต้องเครียดในการทำงาน หรือตรวจสอบชิ้นงานเนื่องจากเอื้อมมือ บิดงอ หรือสภาพแวดล้อมไม่ดี
การยศาสตร์ที่ไม่ดีอาจส่งผลกระทบมากที่สุดต่อความปลอดภัย การบาดเจ็บตามหลักสรีรศาสตร์มีมากกว่าร้อยละ 50 ของการบาดเจ็บในสถานที่ทำงานทั้งหมดในประเทศ ปัจจัยเสี่ยงด้านสรีระศาสตร์ที่สำคัญที่สุด ได้แก่ ท่าทาง แรง และการทำซ้ำ ซึ่งทั้งหมดขึ้นอยู่กับการออกแบบสถานที่ทำงาน การยศาสตร์จึงเป็นกุญแจสำคัญในการลดความสูญเปล่าของการเคลื่อนไหวของคน
การสูญเสียการเคลื่อนที่ของเครื่องจักรก็มีอยู่เช่นกัน ตัวอย่างเช่น เมื่อชิ้นงานและเครื่องเชื่อมแบบจุดอยู่ห่างจากกันโดยไม่จำเป็น การปรับปรุงอย่างง่ายอาจเป็นการวางตำแหน่งชิ้นงานให้ใกล้กับเครื่องจักรมากขึ้น ในทำนองเดียวกัน เครื่องจักรที่วางห่างกันเกินไปส่งผลให้เกิดความสูญเปล่าของการเคลื่อนไหวโดยไม่จำเป็น
การรอคอย
ของเสียที่รอเกิดขึ้นเมื่อคนงานต้องรอ สำหรับการส่งมอบวัสดุ หรือเมื่อพนักงานยืนรอเครื่องจักรเพื่อดำเนินการกับชิ้นส่วน นอกจากนี้ยังเกิดขึ้นเมื่อมีงานระหว่างทำมากเกินไป (WIP) เนื่องจากการผลิตเป็นชุดจำนวนมาก ปัญหาด้านเครื่องจักรปลายน้ำ หรือข้อบกพร่องที่ต้องทำงานซ้ำ
ระยะเวลาดำเนินการอาจกำหนดได้ดังนี้:
ระยะเวลาดำเนินการ = ระยะเวลาดำเนินการ + ระยะเวลาเก็บรักษา
ความล่าช้าเพิ่มเวลาเก็บรักษา ซึ่งเกินเวลาดำเนินการในการดำเนินการผลิตส่วนใหญ่
การขนย้าย
ของเสียจากการขนส่งรวมถึงของเสียขนาดใหญ่ที่เกิดจากรูปแบบสถานที่ทำงานที่ไม่มีประสิทธิภาพ อุปกรณ์ขนาดใหญ่เกินไป หรือการผลิตเป็นชุดแบบดั้งเดิม ของเสียดังกล่าวเกิดขึ้น ตัวอย่างเช่น เมื่อต้องย้ายแบทช์จำนวนมากจากกระบวนการหนึ่งไปอีกกระบวนการหนึ่ง การทำให้ขนาดแบทช์ที่เล็กลงและกระบวนการเคลื่อนย้ายใกล้กันสามารถลดปัญหาการลำเลียงได้
นอกจากนี้ยังมีส่วนประกอบขนาดเล็กที่เกี่ยวข้องกับชิ้นงานที่ขนส่งภายในพื้นที่กระบวนการไม่ว่าจะโดยสายพานลำเลียงหรือโดยคนงาน การขนส่ง การหน่วงเวลา และการสูญเสียการเคลื่อนไหวมีความสัมพันธ์กันอย่างใกล้ชิด การลำเลียงเป็นสิ่งที่จำเป็น แน่นอนว่าต้องเคลื่อนย้ายวัสดุผ่านโรงงาน แต่ต้องลดขนาดลง
การแก้ไขงาน
Muda แห่งการแก้ไขเกี่ยวข้องกับการผลิตและต้องแก้ไขผลิตภัณฑ์ที่บกพร่อง ประกอบด้วยวัสดุ เวลา และพลังงานทั้งหมดที่เกี่ยวข้องกับการผลิตและ ซ่อมแซมข้อบกพร่อง
กระบวนการมากเกินไป
การทำที่มากกว่าลูกค้าต้องการ Muda ดังกล่าวมักมีอยู่ในบริษัทที่ขับเคลื่อนโดยฝ่ายวิศวกรรม ตัวอย่างเช่น บริษัทที่หลงใหลในเทคโนโลยีที่กำหนด หรือมุ่งมั่นที่จะบรรลุเป้าหมายทางเทคนิคบางอย่าง อาจสูญเสียการได้สิ่งที่ลูกค้าต้องการจริงๆ
สินค้าคงคลัง
Muda ของสินค้าคงคลังเกี่ยวข้องกับการเก็บรักษาวัตถุดิบ ชิ้นส่วน และ WIP ที่ไม่จำเป็น เงื่อนไขเหล่านี้ส่งผลให้การไหลถูกบีบรัดในโรงงาน และเมื่อการผลิตไม่ได้เชื่อมโยงกับจังหวะ(ดึง)ของตลาด
ตัวอย่างเช่น องค์กรที่กำหนดเวลาการผลิตตามระบบการวางแผนความต้องการวัสดุ (MRP) เพียงอย่างเดียวย่อมมีสินค้าคงคลังจำนวนมากอย่างหลีกเลี่ยงไม่ได้ MRP เป็นระบบ “Push” กล่าวคือมีกำหนดการผลิตในแต่ละแผนกหรือผลักดันตามความจำเป็นของกระบวนการ Downstream กำหนดการเหล่านี้อิงตามระดับสินค้าคงคลังและ WIP ที่บันทึกไว้ในฐานข้อมูล ซึ่งมักจะแตกต่างกันอย่างมากจากระดับจริง
การผลิตมากเกินไป
Taiichi Ohno มองว่าการผลิตมากเกินไปเป็นรากฐานของความชั่วร้ายในการผลิตทั้งหมด การผลิตมากเกินไปหมายถึงการสร้างสิ่งที่ไม่ขาย นี่คือค่าใช้จ่ายที่เกี่ยวข้องบางส่วน:
- การสร้างและบำรุงรักษาคลังสินค้าขนาดใหญ่
- คนงานเสริมและเครื่องจักร
- ชิ้นส่วนและวัสดุเสริม
- พลังงานพิเศษ น้ำมัน และไฟฟ้า
- รถยกเสริม รถลากจูง พาเลท และรถไถเดินตาม
- การจ่ายดอกเบี้ยพิเศษของเงินกู้
- ปัญหาที่ซ่อนอยู่และจุดไคเซ็นที่มองไม่เห็น
การผลิตมากเกินไปเป็นสาเหตุของ Muda ชนิดอื่นๆ:
- การเคลื่อนไหว: คนงานกำลังยุ่งกับการทำของที่ไม่มีใครสั่ง
- รอ: เกี่ยวข้องกับขนาดชุด (Batch Size) ใหญ่
- การขนส่ง: สินค้าสำเร็จรูปที่ไม่จำเป็นจะต้องถูกย้ายไปยังโกดังเก็บสินค้า การแก้ไข: การตรวจหาข้อบกพร่องตั้งแต่เนิ่นๆ จะทำได้ยากขึ้นสำหรับการผลิตจำนวนมาก
- สินค้าคงคลัง: การผลิตมากเกินไปทำให้เกิดวัตถุดิบ ชิ้นส่วน และ WIP ที่ไม่จำเป็น
การขาดความรู้
Muda รูปแบบนี้มีอยู่เมื่อมีการตัดการเชื่อมต่อภายในบริษัท หรือระหว่างบริษัทกับลูกค้าและซัพพลายเออร์ของบริษัท การเลิกติดต่อกับภายในและภายนอกบริษัทอาจเป็นแนวนอน แนวตั้ง หรือชั่วคราวก็ได้ สิ่งเหล่านี้ขัดขวางการไหลของความรู้ ความคิด และความคิดสร้างสรรค์ ทำให้เกิดการพลาดโอกาส
Mura (ความไม่แน่ไม่นอน)

Mura หมายถึง ความไม่สม่ำเสมอหรือความผันผวนของงาน ซึ่งมักเกิดจากแผนการผลิตที่ผันผวน ตัวอย่างง่ายๆ อาจเป็นสายการผลิตที่ผลิตงานที่ยากสำหรับครึ่งกะและงานที่เรียบง่ายสำหรับครึ่งหลัง เพื่อให้คนงานเครียดไปครึ่งวันและพักอีกครึ่งหนึ่ง ระบบแบบลีนพยายามที่จะลด Mura ผ่าน Heijunka หรือการปรับระดับการผลิต โดยการผลิตแบบผสมผสาน เป็นต้น
Muri (ทำได้ยาก)

Muri หมายถึง “ทำได้ยาก” และอาจเกิดจากความผันแปรในการผลิต การออกแบบงานหรือการยศาสตร์ที่ไม่ดี ชิ้นส่วนที่ไม่พอดี เครื่องมือหรือจิ๊กที่ไม่เพียงพอ และอื่นๆ
รูปที่ 2.8แสดงความสัมพันธ์ระหว่างมูดา มูระ และมูริ
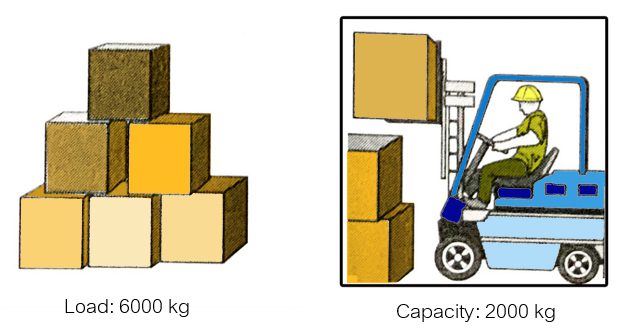
รูปที่ 7 Muda Muri Mura
ปัญหา: วิธีที่ดีที่สุดในการเคลื่อนย้ายน้ำหนัก 3000 กก. ด้วยรถยก มีความจุ 2000 กก.?
Muda (ความสูญเปล่า): 6 เที่ยว @ 1,000 กก.
Mura (ไม่สม่ำเสมอ): 2 เที่ยว @ 2000 กก
2 เที่ยว @ 1,000 กก.
มูริ (ทำได้ยาก): 2 เที่ยว @ 3000 กก
ดีที่สุด: 3 เที่ยว @ 2000 กก.
(โหลด: 6000 กก. ความจุ: 2000 กก.)
สรุป
เป้าหมายหลักของระบบลีนคือการกำจัดความสูญเปล่า เพื่อปรับปรุงความสามารถในการทำกำไร ซึ่งเป็นกลยุทธ์เดียวที่มีประสิทธิภาพภายใต้ระบบเศรษฐกิจใหม่ กิจกรรมแบบลีนมีความสัมพันธ์ซึ่งกันและกันและสนับสนุนซึ่งกันและกัน มีการกล่าวถึง Muda (ความสูญเปล่า) ที่แตกต่างกันแปดชนิด เช่นเดียวกับแนวคิดที่เกี่ยวข้องของMura และ Muri การผลิตมากเกินไปถือเป็น Muda ที่ร้ายแรงที่สุด แต่การผลิตแบบลีนเป็นมากกว่าการตามล่าหา Muda เป้าหมายเชิงบวกของการผลิตแบบลีน ได้แก่ การสร้าง Flow เพื่อให้ลูกค้าสามารถดึงและให้พนักงานของเรามีส่วนร่วมในกิจกรรมการปรับปรุง

เรียบเรียงโดย อาจารย์ณรงค์เกียรติ นักสอน
ที่ปรึกษา TPM-JIPM
